Fechar [X]

Processo de pintura eletrostática
Preparação e Aplicação
1º passo: Desengraxa
O produto é limpo através de um pano com desengraxante (manualmente) próprio para limpeza extra-pesada de peças de ferro e aço muito contaminados com óleos e graxas.
2º passo: Seca
O produto passa por um processo de secagem para poder ser pintado. (Pistola de Ar).
3º Passo: Gancheiras
As peças são colocadas em gancheiras feitas de arame para que sejam transportadas das cabines de Pinturas as estufas de cura.
4º passo: Pintura
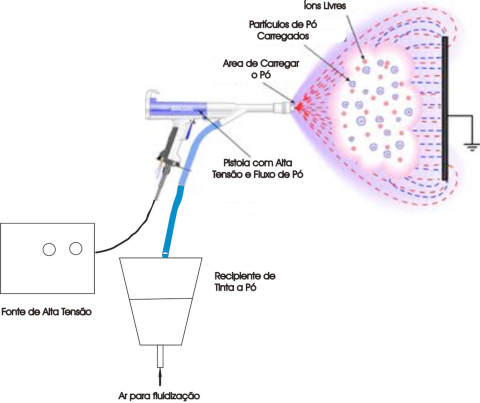
É realizada a pintura eletrostática a pó em cabines próprias.
A aplicação é realizada em cabines através de pistolas. Este princípio é magnético,ou seja, a estrutura ao receber uma corrente elétrica negativa, o pó que passa pela pistola recebe uma carga elétrica positiva, aderindo assim à superfície.
5º Passo : Cura
O produto é levado a estufas em altas temperaturas para que obtenha um excelente resultado.
Logo, é realizada a cura da tinta a uma temperatura entre 180° e 220° num processo monitorado que promove a fusão da tinta para que a pintura tenha um acabamento perfeito.Neste processo, é constatado qualquer não conformidade da tinta no processo de aplicação, podendo ser perfeitamente refeitosem nenhum prejuízo para a qualidade final. O processo é finalizado quando a temperatura se resfria até alcançar a temperatura ambiente.
6º Passo: Embalagem
As peças são embaladas com plástico bolha conforme necessidade de cada cliente.
Obs:
A tinta em pó é um dos mais modernos e avançados sistemas de revestimento para peças que necessitam de alta proteção e alto nível de acabamento, tanto para fins decorativos quanto para funcionais.
A tinta em pó, na forma de apresentação atual, é o resultado de várias décadas de pesquisa de diversos setores da indústria. O objetivo foi obter um produto confiável e de fácil manipulação, com alto rendimento, baixa agressividade ao meio ambiente e ao ser humano, bem como um custo bastante atraente, considerando-se a realidade de mercado.
Apesar de seu uso requerer instalações específicas, seus efeitos poluidores são desprezíveis. Além disso, sua armazenagem é bastante simples.